Advancing the Smart Factory Through Innovation
Advancements in intelligent electronic sensing, control and communication are enabling new levels of factory automation for greater efficiency and lower operational costs — and ultimately delivering better products to customers.
Today, in all regions of the developed world, manufacturing is changing rapidly. So rapidly, in fact, that some say we are undergoing a fourth industrial revolution. While the introductions of steam power, the assembly line and early automation drove the first three industrial revolutions, machine intelligence will fuel the fourth one. Advances in electronic intelligence make it possible, to an extent undreamed of in the past, for equipment to measure and modify processes, and for factories to communicate over a wide area. The transition promises a number of benefits, including greater efficiency, flexibility, quality and safety, as well as improved maintenance, energy savings and lower production costs.
The importance of the shift to a new manufacturing system, or the smart factory, cannot be overemphasized. In the future, all forms of advanced industry will have to become more intelligent in order to compete effectively. This intelligence comes from advanced integrated circuits (ICs) that provide sensing, measurement, control, power management and communication, both wired and wireless.
Equipment manufacturers will introduce or add more of these sophisticated electronics in order to enhance assembly, chemical processes and other stages of manufacturing. Sensors throughout the manufacturing area, powered by harvested energy, will report on conditions continually through wireless communications via the Internet "cloud." Programmable logic control (PLC) units and software will grow in importance, along with complex systems that govern the entire factory floor and exchange information with operations elsewhere.
As an end-to-end supplier of advanced electronic solutions for industrial systems worldwide, Texas Instruments (TI) plays an important role in providing differentiating ICs, software and support that will transform industry in the years ahead.
Benefits of the smart factory
Traditionally, factory automation has been optimized to produce identical or nearly identical goods efficiently and rapidly to achieve cost reductions from volume production. Product variation and design changes often require some degree of flexibility be built into the process. This flexibility usually requires down time for resetting equipment and retooling, which can diminish volumes and increase costs. To the extent necessary, quality, reliability and safety are also built into the process, though these positive factors often represent short-term costs, even if they provide long-term value.
Greater electronic intelligence can enhance the manufacturing process to provide flexibility while keeping costs low and improving quality, reliability and safety. Product diversity is generally market-driven, and often the more the product line can be varied, the more competitive it can be. When intelligent equipment in the factory can handle product variations automatically, smaller production runs become possible without significantly increasing production costs. In this way, smart factories allow greater product diversity and facilitate shorter life cycles for products that have to change rapidly.
To achieve this level of flexibility, intelligence must be built into even the smallest steps of the process. In car manufacturing, for instance, there may be more than two million individually orderable configurations of the finished good, and countless changes in assembly may be needed to cope with all the variations. Even a seemingly straightforward tool such as a screwdriver needs to automatically adapt its torque limitation to the part, which may be steel, carbon or plastic in different configurations. In another example, the increasing use of 3D printers carries flexibility to an extreme, since these can readily adapt to creating prototypes, a small run of items, or even mass production with changes in materials.
Communications is an essential part of the picture, too. Intelligent processes can adapt to product needs based on data entry in the business office, or even unit by unit according to sales orders, for immediate response to customer demands. Moreover, when more significant process changes are necessary, they can often be made quickly through programming, providing a fast, inexpensive way to improve quality or incorporate the results of field reliability studies without the need for expensive retooling.

Intelligent monitoring also enables better predictive maintenance, enhancing the stability and safety of the production process. Vibration sensing, for example, can give an early warning when motors, bearings or other equipments are in need of maintenance. Maintenance also can be scheduled more efficiently through automatic monitoring and reporting, keeping assembly lines in operation. Well-maintained machines are also safer for workers, and there are other safety benefits that can result from more intelligent equipments as well. For instance, today a robot arm must be in an enclosed area in order to avoid striking human workers. In the future, sensors and control intelligence will direct a robot to stop or do an alternative task if a human is within reach. Safer robots will also find new uses, such as teaming with human workers to move and place heavy items.
The above factors can increase product value, decrease production costs, or both. More flexible processes enable low-volume, even one-of-a-kind production runs that are cost-effective and permit manufacturing of diverse products that more people want and will pay more to have. Direct production line communications with business operations enhances just-in-time supply maintenance, which along with well-maintained equipment, keeps lines running more smoothly and reduces costs. A safer environment also benefits labor and can minimize damage claims against management.
The smart factory represents a fundamental change in how production processes are set up and organized. The smart factory also serves to decentralize manufacturing, provide greater intelligence where production activities take place, and create an overall system that is cognitive and self-healing. In addition, the changes coming with the next industrial revolution are not strictly limited to what is traditionally considered manufacturing. Rather, what is envisioned is a system of learning and adaptation that can cover the whole product life cycle, from engineering and production, to maintenance and upgrading, to disassembly and recycling. Electronic intelligence at every stage of this chain can add value to the product, improve customer satisfaction, and achieve broader goals such as saving energy and reducing material waste.
Technology requirements for the smart factory
For manufacturing equipment makers and system integrators, the smart factory represents a golden opportunity. Virtually every stage of an advanced manufacturing process can benefit from the addition of automated sensing, control intelligence and communications. (Figure 1.)
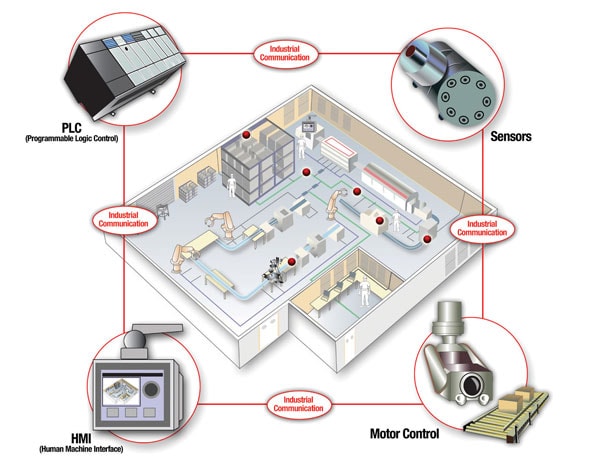
Figure 2: Sensor, control, interface and communication technologies based on analog and embedded processing, will work together to advance the smart factory of the future.
From an IC perspective, the base technology already exists, and much of it is already in use and factory-tested. What is needed to implement the smart factory are standards, optimized production equipments, and system integration at the factory level and beyond. As these are developed, and as more systems are deployed, dedicated silicon will increasingly be developed to support these applications and fuel growth.
The intelligence requirements for intelligence in automated manufacturing vary, depending on the specific application. Programmable logic control (PLC) in a robot, or for a series of motors operating an assembly belt, usually requires a high level of processing, together with high-bandwidth wired communications. These requirements increase for the nodes that govern an entire assembly line or factory floor, where the computational and communications performance required may equal or surpass that of computer nodes in conventional local-area networks.
On the other hand, one of the marked differences of the new automation is that smart factories will employ numerous sensors in areas where it is expensive or even dangerous to run wiring. These sensors will have to communicate wirelessly to base stations or through the Internet cloud, in a way similar to what is available in the consumer world through the Internet of Things, but with additional requirements to withstand industrial stresses and ensure robust communications. The sensor units will either have to operate for years on a battery, or will have to harvest small amounts of energy from vibrations, light, heat differentials or ambient radio waves. These sensor ICs will need to be designed to minimize power consumption, and specialized components for power management must also be designed to work with each system effectively.
Trends at the heart of automation
Sensors are the eyes and ears of the smart factory, and as such they will be everywhere. Besides conserving power, embedded sensing systems must be small, inexpensive and rugged, with industrial qualification for vibration and temperatures up to 125ºC. The analog front end (AFE), requiring integrated fault detection, consists of a sensor-transducer for temperature, pressure, humidity, position, motion, power, gas/chemical or something else, plus signal conditioning and analog-to-digital (A/D) signal conversion. Microcontrollers (MCU) are needed to perform analytics and control, possibly relying on ferroelectric memory (FRAM) for non-volatile storage that can be written to quickly and far more often than flash memories. Today there is a trend toward developing the lowest-power single-chip sensor node, which will integrate all of these functions.
Another trend is to create sensors capable of performing additional functions, changing them from dedicated devices that transmit only one kind of information into fully configurable monitors with hot plug replacement capability. To adapt to this greater functionality, sensor manufacturers may need to acquire new intellectual property. At a minimum they need to develop and offer higher complexity products, including necessary services like tools and cloud services.
Communications, both wired and wireless, is frequently the gating factor in systems for automated manufacturing, since it determines the amount of computation that can be employed and often defines power requirements. Future communications modules will have to operate on less power, be more highly integrated and offer greater flexibility in terms of protocol support, power schemes and peripherals. Increased bandwidth will also be important, especially for wired communications, pointing to greater use of Gigabit Industrial Ethernet, along with integrated protection schemes to comply with industrial standards.
In sum, the challenges facing those who create factory equipment and integrate smart factory systems include the very limited power budgets involved, the need for reliability and stability of the wireless links within factory automation and process control environments, the higher level of complexity of both hardware and software, and the need to maintain secure systems for protection of the overall system from outside interference.
TI technology and solutions for smart factories
Industrial customers require a secure supply chain with assurance of long-term deliveries, high quality standards and reasonable pricing. In addition, industrial applications have special technical requirements that demand a long-term strategy with support for standards, silicon qualifications and software. TI has become one of the world's leading industrial IC suppliers by recognizing the market needs and responding through products, support and manufacturing, as well as by building special team relationships with its major customers.

TI is the only semiconductor supplier to offer and develop silicon solutions serving the complete end equipment range from the sensing element, AFE, MCU, communications, signal chain and power management, up to CPUs for the PLC. TI's real-time Industrial Ethernet technologies are uniquely positioned in wired communications, with support for all leading industrial standards, enabling manufacturers to tie together different subnets without the expense of dedicated hardware such as ASICs.
TI has long been an innovator and leader in ultra-low-power technology for wireless communications and microcontrollers, and is continuing efforts to combine its expertise with energy harvesting to enable advanced sensors that can operate in places where wiring is impractical. The company is strategically investing and developing new sensing solutions, including AFEs with the sensing element and analog signal chain integrated.
TI's wide selection of flash- and FRAM-based MSP430™ MCUs brings the flexibility of ultra-low-power processing to sensors. Since transmission consumes roughly 90 percent of power for a wireless sensor, a sensor with a processor can save power if it periodically wakes up, samples and measures, transmits, then goes to sleep again. For a sensor operating on the low power reserve it gains from energy harvesting, such careful power management is indispensable. Processing also helps sensors that function together determine if one of them has a malfunction, report the problem, and provide a degree of redundant coverage for the missing sensor.
Data and code protection will be an important issue for networked factories, and individual equipment needs to be designed with built-in security functions. TI has a history in designing, or helping customers design, secure embedded systems such as car door locks and wireless encryption schemes. System developers can turn to TI for enabling expertise in this area as the smart factory continues to develop.
In its different businesses, TI understands and designs to support industrial standards, resulting in products with voltages, qualifications, temperature ranges, quality levels and packages targeted to industrial applications. In addition, software and firmware support is available directly or via TI's network of third parties for issues such as I/O links and Industrial Ethernet protocol stack implementation and qualification. Applications and system support includes fully documented reference designs with test reports in accordance with industrial standards.
The company also invests in ongoing research and development and offers dedicated support teams for applications in industrial systems, factory automation and control, motor drives, smart grid, energy management and building automation.
A smart future for manufacturing
The same communications advances and embedded intelligence that are bringing networked appliances to consumers are also having an effect in manufacturing. The main difference, however, is that the systems in factories have to be more secure, more robust, and operate in real time. In just a few years, intelligent sensors, motors, robots and other equipments will transform assembly lines and chemical processes, directed by distributed control that can communicate throughout the factory and, if necessary, around the world. The resulting revolution in manufacturing will create better products that are more customized, while keeping costs down, saving energy and reducing waste.
Highly integrated ICs for sensing, control and communications provide the enabling technology behind this revolution. TI is focused on creating differentiating products, like intelligent hardware and software, as well as support, that factory equipment manufacturers and manufacturing system integrators will need in the years ahead. While no one can predict exactly what the smart factory holds for industry, one thing is certain: TI is playing a leading role and is focused on creating and delivering products that advance the next revolution in manufacturing.